英语
英语

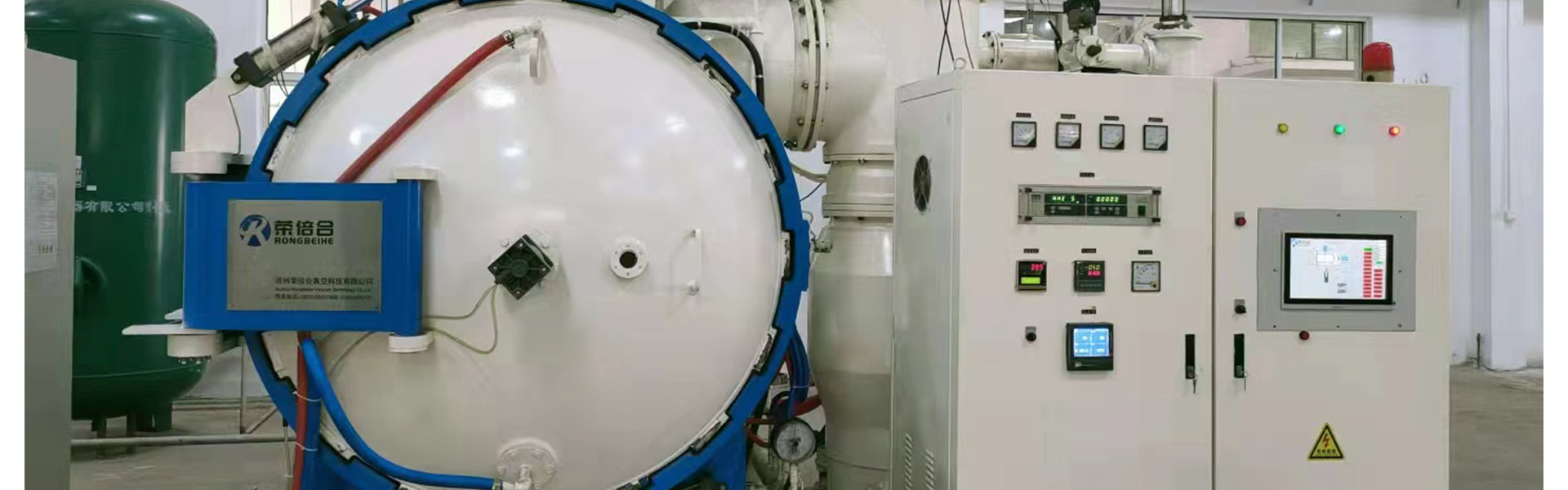




当真空纤维焊接炉在钎焊产品前关闭8小时以上时,必须对炉子进行烘烤。在对炉体抽真空的情况下,将烘箱加热到一定温度(700℃),然后保温。烤箱烤好后,让炉体自然冷却到450℃左右,打开烤箱门即可钎焊产品。
气体淬火炉的干燥:
打开电源、供水和气阀;启动机械泵(滑阀泵)并调整至烘箱干燥程序;启动罗茨泵(真空必须在4.0E2Pa以下,如果达不到4.0E2Pa,打开上角阀排水,直到可以启动罗茨泵);打开上角阀和下角阀,启动扩散泵(预热);加热(E-3以下真空度);进入保温阶段(扩散泵预热1:30分钟左右),关闭上角阀,打开主阀;结束程序,关闭暖气;关闭主阀,启动维护泵,打开维护泵阀,关闭角阀(炉温降至450℃左右);Guanroots泵;打开炉膛放空阀;打开烤箱门,将产品放入烤箱。