英语
英语钢棒热处理,真空汽淬炉淬火工艺过程
成捆圆棒行车调到振动散料架--翻料机构根据节拍翻料到输送滚轮--输送滚轮通过炉前压辊--炉前上下压辊按照加热速度送入淬火感应器--感应器按照调制工艺加热钢棒至淬火温度--测温系统测温达标--钢棒透热达到淬火温度后进入喷水圈强制冷却--冷却后钢棒由输送滚轮运送到等待区--按照加热工艺时间进入回火感应器
了解详情







成捆圆棒行车调到振动散料架--翻料机构根据节拍翻料到输送滚轮--输送滚轮通过炉前压辊--炉前上下压辊按照加热速度送入淬火感应器--感应器按照调制工艺加热钢棒至淬火温度--测温系统测温达标--钢棒透热达到淬火温度后进入喷水圈强制冷却--冷却后钢棒由输送滚轮运送到等待区--按照加热工艺时间进入回火感应器
了解详情
回火工件进炉前,给配电箱通电,将回头台车开出,检查仪器是否正常,仪器是否正常(设定温度值),风机电机,加热器等,是否完好无损。加载时,要求放置均匀,不倾斜。进炉后高度不应与炉内电源连接,间距应为100mm。小车进入炉膛时,慢行,检查小车进入炉膛运行是否顺畅,电源线是否堵塞,进入炉膛后关闭炉门,将风机
了解详情
真空炉加热功率的重新校准受到多种因素的影响,例如延长炉子的使用时间、降低隔热屏的热阻、由于电加热元件的蒸发而增加电阻等。功率要适当增加。在生产实践中,一般采用经验计算法来确定功率,以及带有耐火纤维毡隔热罩的真空炉的容积与加热功率的关系曲线。可以确认1300。真空炉加热功率。如果是带金属隔热罩的真空炉
了解详情
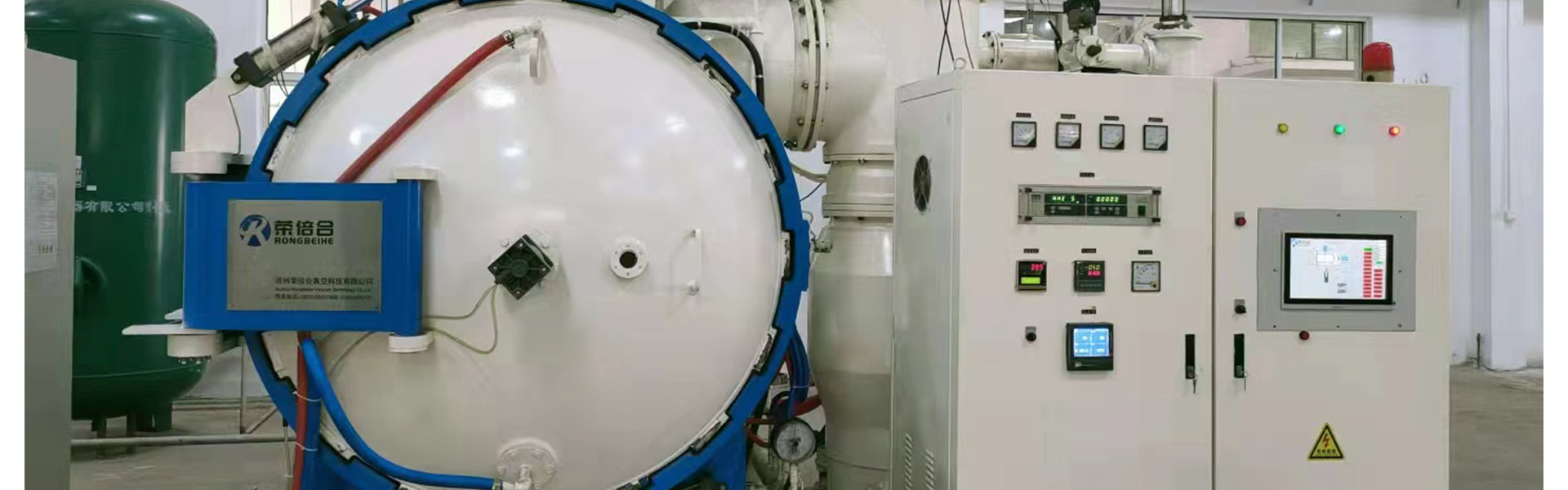
真空汽淬炉采用石墨加热器,硬石墨毡为隔热屏的单式卧式。后置大功率淬火风机,真空汽淬炉由真空炉主体、真空系统、水冷系统、充气系统、启动系统、继电器控制系统等组成。该气淬真空炉为可视化操作界面,操作方便、简洁,手动自动自由切换,可实现全自动控制。真空汽淬炉有完善的声光报警系统,机械及电气双重互锁设计,确
了解详情
工件进入回火炉回火前,给配电箱通电,开出小车,检查仪器仪表是否正常(设定温度值),风扇电机和加热器是否完好。装车时要求摆放均匀,不能倾斜。不挂炉内电源的情况下,入炉后高度应为100 mm。小车回炉时,慢慢走,检查小车运行是否平稳,电源线是否被吊链堵塞,入炉后关好门,升温启动风机电机,调节温度,用温度
了解详情
真空油淬炉淬火能力强,适用范围更广,可应用于各种材料的真空加工。真空淬火炉主要用于合金钢、工具钢、模具钢、高速钢、轴承钢、弹簧钢、不锈钢等产品的光亮淬火和退火。主要分为两室炉和三室炉两种。双室炉由加热室和冷却室组成;三室炉配备了额外的准备室,使生产更连续,提高了生产能力。其特点是:在常规炉型和同等功
了解详情
结构:完整的标准模块化设计,包括钢结构炉壳、加热区复合隔热屏、加热带(棒)、高速风道、带风机的大功率电机、高效气体换热器、热膨胀系统、真空系统、冷却水系统、电气控制系统。充气压力为1.0Mpa(压力),充气压力可在0.2-1.0 MPa之间连续调节,有石墨炉胆和金属炉胆两种,还有石墨加热器和钼带加热
了解详情
回火炉为周期性回火炉,用于铝合金压铸件、活塞、铝板等轻合金零件淬火、淬火、退火、时效热处理后的一般金属零件的回火。真空退火炉和真空回火炉属于真空热处理的范畴,可以去除工件表面的磷屑,脱脂脱气,进而达到表面光洁的效果。真空退火炉和回火炉的加热原理是一样的,只是在工件的应用上有一些区别。真空退火炉主要适
了解详情它是被腐蚀产品零件的致命缺陷之一。以前我们公司很多产品都是在盐炉里淬火热处理。每年雨季来临,零件必须在一周内进行表面处理,否则残留的盐分会造成零件的腐蚀,导致批量不合格的质量问题。在这个季节,通常采用热处理后立即对产品进行表面处理来处理这个问题。但由于产量大,产品种类多,雨季的这种做法增加了施工时表
了解详情
用途:高压气淬炉是一种非常先进的真空热处理设备。以其优异的性能和独特的设计,更适用于高速钢、模具钢、不锈钢、合金钢、钛合金等合金材料制成的高精度零件的真空光亮气体淬火、退火、磁性材料烧结和快速冷却。特点:散热器采用大直径环形铜管,散热速度快。风嘴沿加热室圆周360度均匀交错排列,冷却均匀性好,工件变
了解详情